
We are the Professional in Big Bag Packaging.
Our journey of over 30 years of experience and success is proof of our customer satisfaction. Quality, Reliability, and Trustworthy are our prior commitments to the customers, and our creativity, innovation, and continual development make all customer requirements possible.
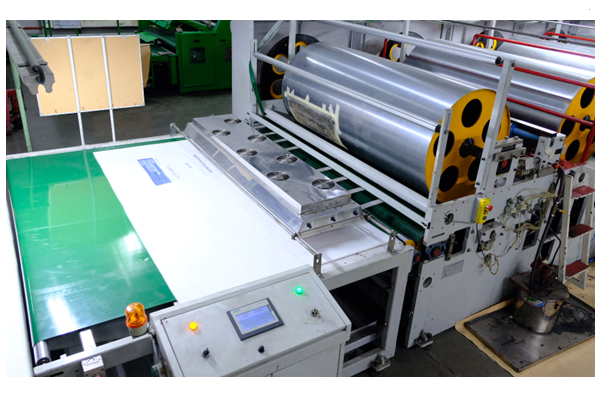
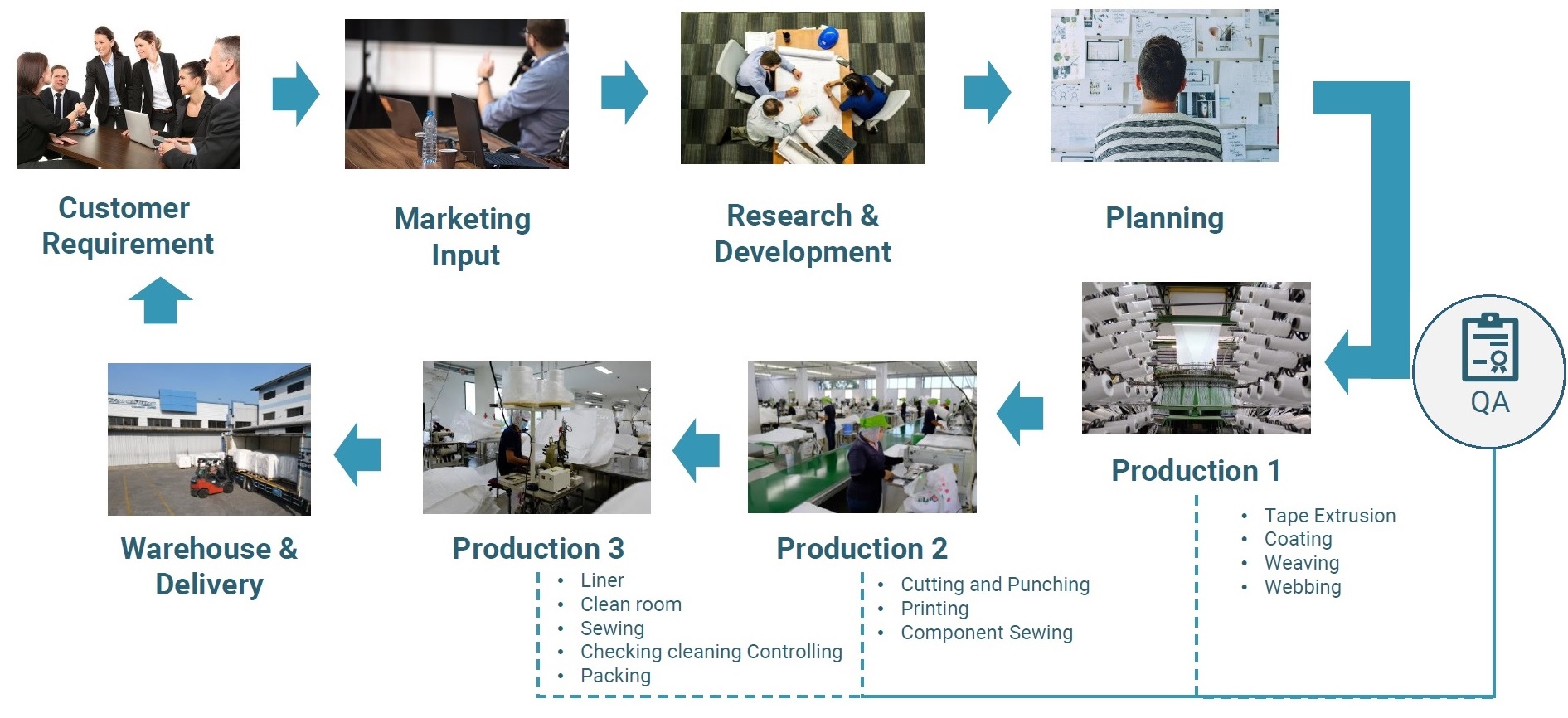
Our Production
Standardize Practices for a Reliable Production Process.









Our Product
We produce all kinds of bags that conform to our customer requirements/standards.

FOR CHEMICAL PRODUCT
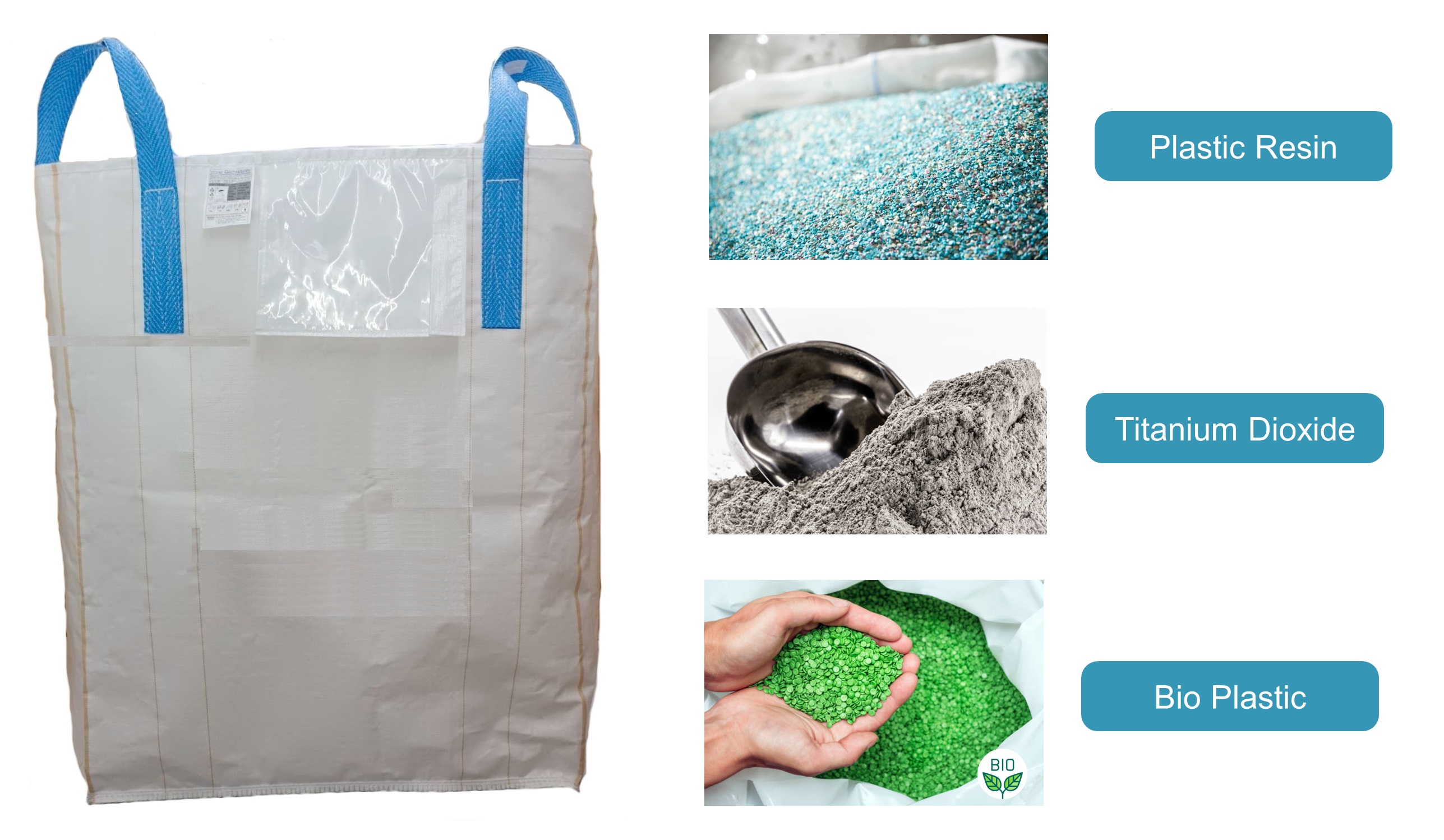
Our Type A,B,C and D bags (Conductive/ antistatic and static dissipative Bags) can be used to safely package combustible products and handle products in combustible and flammable environments. It is suitable for various kinds of chemical products such as Titanium Dioxide, Black Carbon, PP/ PE/ PVC Resin, and Glass fiber.
FOR FOOD AND HYGIENIC PRODUCT
Our bags are suitable for all kinds of food and hygienic products such as dairy products, milk powder, coffee powder, sugar, tomato sauce, and medicine.

FOR AGRICULTURAL PRODUCT
Our bags are suitable for all kinds of agricultural products such as organic rice, flour, longans, potatoes, seed, fertilizer, and modified starch.

MODIFIED ATMOSPHERIC PACKAGING (MAP) CONCEPTS
The technique of Modified atmosphere Packaging differs from vacuum packaging in that it doesn't necessarily remove oxygen from the packaging. A modified atmoshere is created by adjusting oxygen and CO2 levels within the packaging to thr desired value. This means it is possible to compose a tailor-made atmosphere to maximize shelf life for specific products. Modified atmosphere packages are also hermetically sealed, preventing The Modified atmosphere from changing.

FOR SPECIAL-PURPOSE PRODUCTS
Our bags are suitable for all kinds of special-purpose products and conform to the customer's requirements such as Modified Atmospheric(MA) bags for the last-longer preserved product and without fumigates needed, Power Qube Liner for a square shape that allows more space as well as easier storage and transport, and Liquid bags for all kind of liquid substance.

Our Quality
Quality mindset and systems, you can trust.
Process Flow
Quality Plan
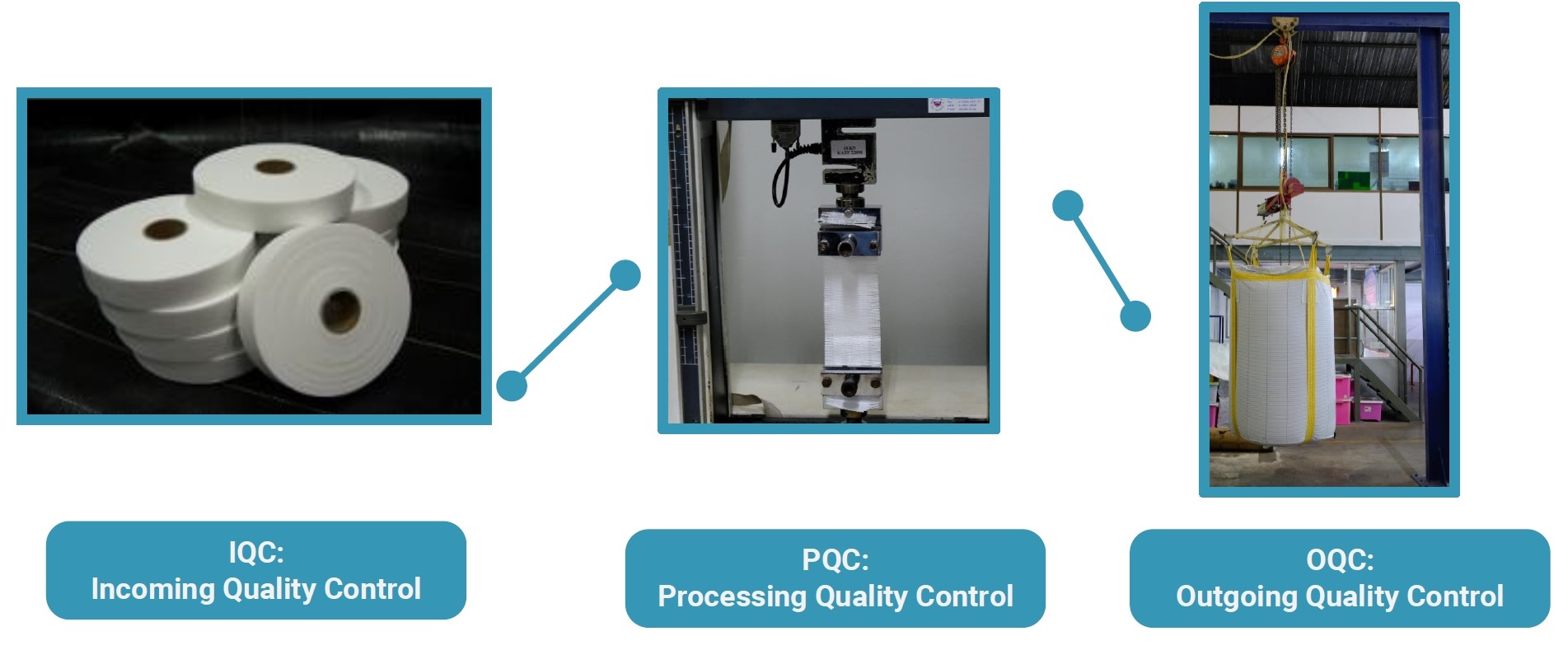
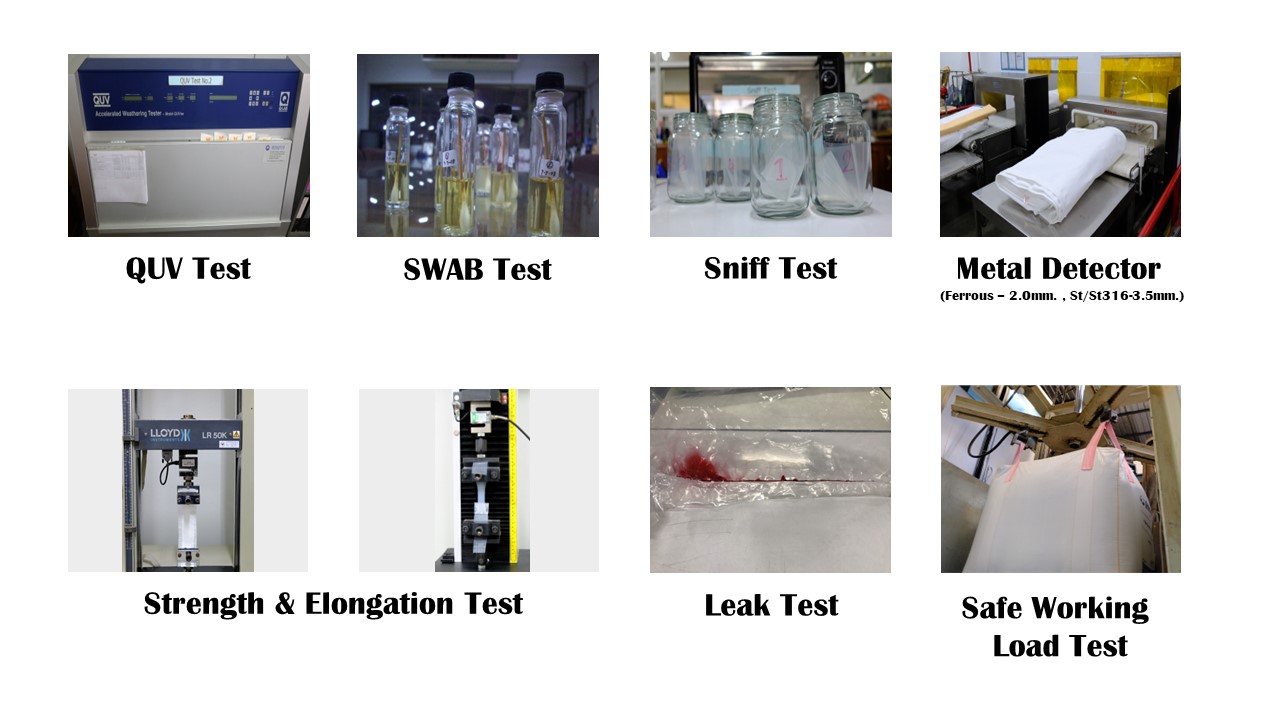
Test Methods
Quality Standards
We aim to be a high-class manufacturer specializing in food, hygienic, and specialty products
ISO9001
Quality Management Systems Standards
ISO14001
Environmental Management Systems Standards
BRC Food Packaging
The British Retail Consortium's Global Standard for Food Safety
GHPs
Good Hygiene Practices
HACCP
Hazard Analysis Critical Control Point
HALAL
A religious practice of Islam for HALAL Food
Clean room CLASS 100K
Green Industry Level 4
SMETA
Sedex Member Ethical Trade Audit